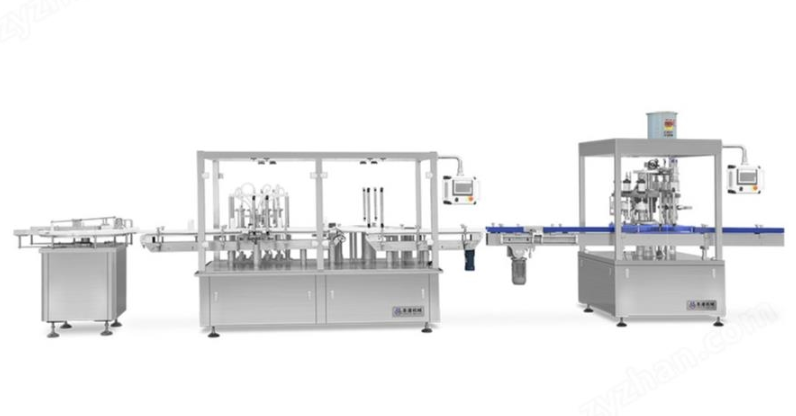
在一元二元氣霧劑的生產(chǎn)流程中����,灌裝機憑借穩(wěn)定的性能和友好的人機交互體驗,成為眾多企業(yè)的核心生產(chǎn)設(shè)備��。然而,設(shè)備在長期運行過程中��,難免會出現(xiàn)一些常見故障����。及時識別并解決這些問題,是保障生產(chǎn)效率和產(chǎn)品質(zhì)量的關(guān)鍵�����。
一�����、理閥上閥環(huán)節(jié):精準對位的常見問題
1. 理閥機卡滯
離心式高速理閥機若出現(xiàn)閥門排列混亂��、卡滯現(xiàn)象����,多是送料軌道內(nèi)殘留了物料雜質(zhì)�����,或是軌道間距因長期震動發(fā)生偏移�����。此時只需停機清理軌道內(nèi)的碎屑,微調(diào)軌道間距至適配閥門尺寸�,就能恢復(fù)順暢理閥。
2. 上閥對位不準
回轉(zhuǎn)式高速上閥機若出現(xiàn)閥門無法準確壓入瓶體�,可能是上閥機構(gòu)的定位部件松動。重新校準定位裝置�����,確保閥門與瓶體精準對位��,即可解決問題��。
3. 供閥提升機停擺
供閥提升機突然停擺�,大概率是傳動部件卡滯。檢查并清理提升軌道內(nèi)的異物����,恢復(fù)傳動部件的順暢運行,就能正常供閥���。
二����、計量灌裝環(huán)節(jié):精度偏差的快速修正
1. 單工位灌裝量不足
6工位高精度計量缸若出現(xiàn)單工位灌裝量不足,多是該工位的進料口有物料殘留堵塞����,或是密封件因磨損出現(xiàn)泄漏。清理進料口雜質(zhì)�,更換對應(yīng)工位的密封件,即可校準灌裝量��。
2. 全工位計量偏差
若全工位灌裝量普遍偏高或偏低�,可通過防爆人機界面的參數(shù)調(diào)整功能,微調(diào)計量缸的行程�,快速修正灌裝精度,確保符合生產(chǎn)標準����。
三�、封口充氣環(huán)節(jié):密封與壓力的調(diào)試技巧
1. 封口不嚴密
6頭封口一體機若出現(xiàn)封口不嚴密、瓶體漏氣���,首先檢查封口模具是否有磨損變形���,及時更換磨損模具;若模具狀態(tài)正常����,則可能是封口壓力不足�����,通過設(shè)備界面適當調(diào)高壓力即可�����。
2. 充氣量不穩(wěn)定
充氣環(huán)節(jié)若出現(xiàn)充氣量不穩(wěn)定���,先排查單組增壓泵的進氣管道,清理管道內(nèi)的堵塞物�;若管道通暢,再檢查充氣頭的密封墊�����,更換老化密封墊能有效提升充氣穩(wěn)定性���。
四���、設(shè)備突發(fā)停機:故障提示的快速響應(yīng)
若設(shè)備無預(yù)警停機且故障指示燈亮起,先查看人機界面的故障提示,根據(jù)提示排查對應(yīng)部件:
若顯示“過載保護”�,多是生產(chǎn)負載超出設(shè)備瞬時承受范圍,停機降溫后��,適當調(diào)整進料節(jié)奏即可重啟�����;
若顯示“電源異常”�,檢查供電線路是否松動,確認電源穩(wěn)定后再開機���。
五��、日常維護:降低故障的關(guān)鍵習(xí)慣
日常生產(chǎn)中�����,做好設(shè)備的定期清潔與部件檢查���,能大幅降低故障發(fā)生率���。每次生產(chǎn)結(jié)束后�,及時清理設(shè)備表面和內(nèi)部的物料殘留;定期檢查密封件�����、模具���、傳動部件的狀態(tài)���,提前更換易損件,讓設(shè)備始終保持良好運行狀態(tài)����。


 手機版
手機版 制藥網(wǎng)手機版
制藥網(wǎng)手機版
 制藥網(wǎng)小程序
制藥網(wǎng)小程序
 官方微信
官方微信 公眾號:zyzhan
公眾號:zyzhan
 直播中
直播中  直播中
直播中  直播中
直播中